Ett verktyg med fasta eller utbytbara skär som avverkar ett roterande arbetsstycke genom spånbrytning
Kombinationer av följande svarmoment används i svarvmaskiner för att bearbeta detaljer genom utvändig och invändig svarvning:
Här hittar du leverantörer av verktyg
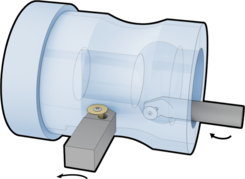
Avstickning
Svarvoperation för att skilja den bearbetade biten från arbetsstycket

Gängsvarvning
Spånbrytande bearbetning där gängor skapas genom svarvning med skär som motsvarar eftersträvad gänga.

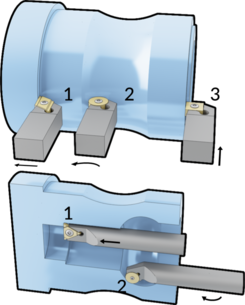
Längd-, profil- och plansvarvning
Längd- [1], Profil- [2] och Plansvarvning [3] är de tre bastyperna av skärande bearbetning vid svarvning som utförs axiellt, radiellt eller i en kombination av båda.
Lättring
Svarvoperation där rullar trycks mot arbetsstycket för att skapa ett mönstrat avtryck

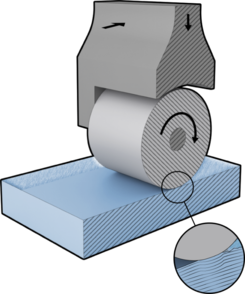
Rullpolering
Polerande bearbetning där en vals trycks mot arbetsstyckets yta för att pressa ned ojämnheter och på så sätt skapa en jämnare yta som dessutom deformationshärdas.
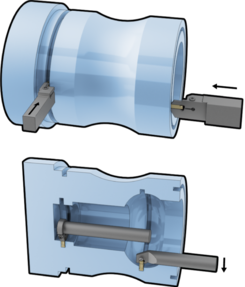
Spårsvarvning
Radiell eller axiell svarvning för att skapa smala spår i arbetsstycket
Utvändig och invändig svarvning
Svarvning kan utföras utvändigt eller invändigt där invändig är betydligt mer utmanande då de ofta kräver längre och smalare verktygshållare i kombination med sämre spåntransport. Utmaningen ökar med hållarens längd, så kallat överhäng, och minskad diameter på hålet.