The most common type of tool for creating threads in pre-drilled holes
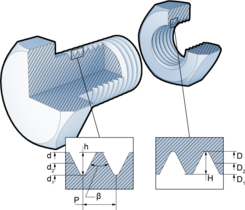
By rotating the tool, known as the tap, into a pre-drilled hole, the threaded profile cuts threads along the surface of the hole. The lengthwise slots expose the cutting edge at the same time enabling efficient chip transport.
Conventionally, three different cutting lengths are used[1] where the TOP provides a gradual engagement which minimizes the risk of taper failure and is used in, for example, through holes. For blind holes where you want the thread to go all the way down to the bottom, use the bottoming tap.
Tool Failure is expensive threading using taps as it can often be time consuming to remove a broken tap while the risk of the thead being damaged and needing repair is great. When possible, use thread milling instead to avoid this problem.
The risk of tool failure of taps can be reduced by using chucks intended for threading.